LA TECHNIQUE
Tant les jantes avec centres moulés (historiques) que les jantes forgées Mad In présentent un extrême souci de qualité et de performance. Nos procédures sont fortes de bientôt 50 ans d’expérience et sont issues d’une observation et d’un feedback constant entre nos clients et nos ingénieurs.
Les parties centrales
Centres moulés
Les centres moulés sont issus d’une fonderie française d’aluminium et sont utilisés pour nos jantes historiques. Ils nous arrivent bruts et nous devons les usiner suivant les spécificités de chaque commande, les poncer pour que l’état de surface soit irréprochable, et les peindre afin que les jantes prennent tout leur éclat.

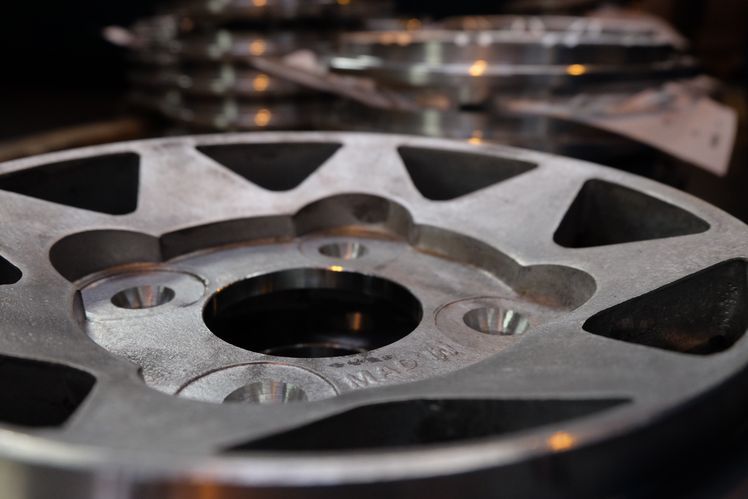


Centres forgés
Les jantes forgées sont usinées dans des blocs d’aluminium forgé. Le processus de forge est notamment utilisé pour les pièces de hautes qualités mécaniques dans l’industrie aéronautique et spatiale. Sous une pression énorme allant jusqu’à 8000 tonnes, le bloc d’aluminium est préchauffé à 500° et préformé en un centre brut. L’alliage utilisé pour nos jantes est le 6082 T6, qui permet de combiner résistance et légèreté. Une jante forgée sera ainsi environ 20% plus légère qu’une jante moulée. La jante forgée présente la plus grande densité de matière possible, ce qui permet de réduire énormément les épaisseurs.




Les blocs sont ensuite usinés par nos techniciens selon vos souhaits, afin, par exemple d’optimiser l’espace occupé par vos étriers de frein, de remplir vos ailes correctement ou de vous éviter d’avoir à investir dans des cales. Le design peut également être réalisé sur mesure.
Nos voiles de jantes
Le matériau utilisé pour les voiles de jantes est l’aluminium ou l’inox. L’aluminium et l’inox nous arrivent sous forme de disques d’une épaisseur de 6 ou 8 millimètres (alu) ou 2.5 mm (inox) dont la qualité est vérifiée à chaque livraison. La qualité des matériaux est choisie en fonction de sa capacité à être repoussé sur-mesure et avec précision, tout en conservant une solidité et une légèreté maximum une fois sur votre véhicule. La diversité de voiles de jantes permet de régler la largeur de vos jantes au demi-pouce près.




Le repoussage

Le repoussage des métaux est une technique ancienne et simple dans son principe, mais qui requiert un savoir-faire important. Un disque brut et plat est positionné sur un mandrin de forme qui donne le profil final à obtenir. Le tout est alors mis en rotation à une vitesse adaptée au matériau à déformer.
Des galets viennent repousser la matière selon la forme du mandrin. Lors de cette étape, la matière est extrêmement comprimée, rendant possible une résistance maximale pour un poids minimal. Des outils de coupe viennent ensuite effectuer les finitions pour une rotondité parfaite.
Ce procédé est également appelé fluotournage et a longtemps été utilisé pour la production de jantes de Formule 1 (notamment par la marque OZ).
Le tournage
Le tournage est la seconde étape de fabrication des voiles de jante. Les élément issus du repoussage sont ensuite mis sur un tour à métaux sur lequel nos techniciens viennent manuellement effectuer des finitions d’une haute précision.
Le perçage
Cette étape consiste à percer de façon la plus précise possible, tous les trous qui vont permettre l’assemblage des voiles à la partie centrale. Nous effectuons cette opération sur des machines à commande numérique, garantissant ainsi une précision absolue, et nous donnant la possibilité d’adapter les voiles à toutes les demandes.
Le polissage

Le polissage est réalisé en deux étapes. Une première ébauche vient éliminer toutes les imperfections de l’aluminium afin de lui donner un aspect particulièrement lisse. La finition consiste ensuite à apporter aux voiles de jantes tout leur brillant afin que les jantes Mad In scintillent de mille feux.
Enfin, chaque série est contrôlée avec précision afin de s’assurer qu’aucune des pièces qui sort de nos ateliers ne soit voilée ou ne présente de faux-rond. Ainsi, nous nous assurons que la qualité des produits Mad In soit toujours au rendez-vous.
Avant d’être expédiée, chaque roue passe une série de tests afin de s’assurer de sa finition et de sa rotondité parfaite.
